


C6140/C6240 Makinë tornoje me shtrat me hendek metalik në qendër
Specifikim
| Model | C6 1/2 40C | ||
| Kapaciteti përpunues | Diametri maksimal i lëkundjes mbi shtrat | 400 | |
| Maks.lëkundje mbi rrëshqitje tërthore | 230 | ||
| Diametri maksimal i rrotullimit në shalë Diametri maksimal i rrotullimit në shalë
| 560 | ||
| Distanca në qendër | 750,1000,1500 | ||
| Gjerësia e shtratit | 360 mm | ||
| Bosht | Boshti i boshtit | Φ52/80 mm | |
| Rrotullimidhundë | C6 | ||
| Taper boshti | MT6 | ||
| Gama e shpejtësisë së gishtit (Hapat) | 40-1400 (9 hapa) | ||
| Feed | Fijet metrike (Numri) | 0,25-14 mm (19 lloje) | |
| Fije inçs(Numri) | 2-40/inç | ||
| Fije modulares(Numri) | 0,25-3,5 mp (11 lloje) | ||
| Karrocë | Goditje e kryqëzuar me rrëshqitje
Goditje e kryqëzuar me rrëshqitje
| 180 mm | 222 mm |
| Goditje e pushimit të veglave Goditje e vogël mbështetëse e veglave
Goditje e vogël mbështetëse e veglave
Goditje e vogël mbështetëse e veglave
Goditje e vogël mbështetëse e veglave
Goditje e vogël mbështetëse e veglave
Goditje e vogël mbështetëse e veglave
Goditje e vogël mbështetëse e veglave
| 95 mm | ||
| dimensioni i seksionit
| 20 x 20 mm² | ||
| Tailstock | Taper i mëngës së bishtit | MT4 | |
| Diametri i mëngës së bishtit | 65 mm | ||
| Goditje e mëngës së bishtit | 140 mm | ||
| Motori kryesor | 4 kw | 5.5 kw | |
| Madhësia e paketës: (L xWxH) |
| ||
| Distanca në qendër 750 mm | 2220 x 1150 x 1590 mm | ||
| 1000 mm | 2470 x 1150 x 1590 mm | ||
| 1500 mm | 2970 x 1150 x 1590 mm | ||
| Pesha:NW/GW (KG) |
| ||
| Distanca në qendër750 mm | 1400 | 2050 | |
| 1000 mm | 1500 | 2150 | |
| 1500 mm | 1650 | 2300 | |
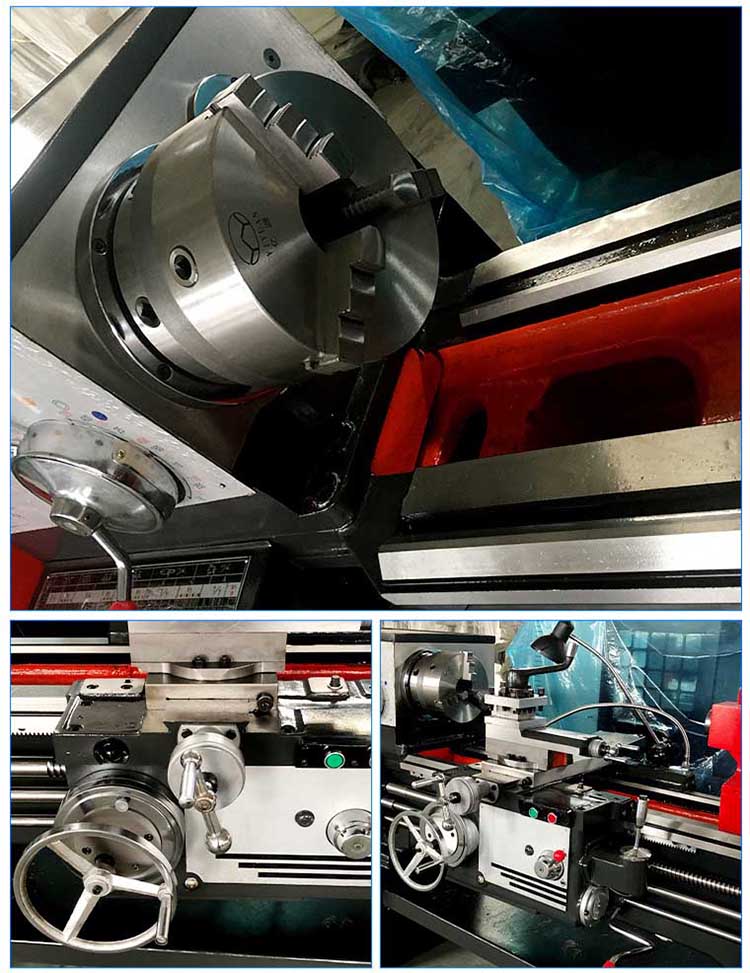
Veçori e tornos manuale C6140
Mund të përdoret për rrotullimin e sipërfaqeve cilindrike dhe konike, faqeve fundore dhe vrimave të brendshme, si dhe për një sërë fijesh metrike dhe inçësh.
1. Gishti: përmes diametrit 52 mm, në përputhje me standardin ndërkombëtar ISO-C6;zgjerojnë fushën e përpunimit të boshtit.
2. Bishti katror: Bishti ka një pajisje shtrënguese të shpejtë me kamerë, e cila ka efikasitet të lartë pune.Ekziston një pajisje në mëngën e bishtit për të parandaluar rrotullimin e shpimit, i cili shmang dëmtimin e konit të vrimës së brendshme të mëngës së bishtit për shkak të rrotullimit të pjesës së shpimit të shkaktuar nga keqfunksionimi, dhe mbron në mënyrë efektive përbërësit e bishtit.
3. Sipërfaqja e hekurudhës udhëzuese: miraton shuarjen e frekuencës super audio të kontrollit numerik dhe bluarjen periferike, e cila ka avantazhet e saktësisë së lartë dhe rezistencës së mirë ndaj konsumit.
4. Kutia e ingranazhit të kokës miraton kushinetat Harbin në një komplet të plotë dhe boshti miraton mbështetje për kushineta të dyfishta me precizion të lartë Harbin BEARING për të siguruar saktësinë dhe qëndrueshmërinë e boshtit gjatë rrotullimit me shpejtësi të lartë, gjë që krijon kushtet e nevojshme për prodhimin e CNC torno.
5. Chuck: Çyku metalik me tre nofulla është konfigurimi standard i tornos dhe mund të zgjidhen çanta të tjera, gjë që është e dobishme për shtrëngim.Objektet me rregulla të ndryshme janë të favorshme për përpunim dhe prodhim të shpejtë.
6. Gjerësia e hekurudhës udhëzuese është 400 mm, thellësia e shuarjes është 4 mm, dhe rezistenca ndaj konsumit dhe stabiliteti janë të larta.

Inspektimi para drejtimit të tornosë së zakonshme
1. Shtoni yndyrën e duhur sipas grafikut të lubrifikimit të veglës së makinës.
2. Kontrolloni që të gjitha pajisjet elektrike, dorezat, pjesët e transmisionit, pajisjet mbrojtëse dhe kufitare të jenë të plota, të besueshme dhe fleksibël.
3. Çdo ingranazh duhet të jetë në pozicionin zero, dhe ngushtësia e rripit duhet të plotësojë kërkesat.
4. Nuk lejohet ruajtja e objekteve metalike direkt në sipërfaqen e shtratit për të shmangur dëmtimin e sipërfaqes së shtratit.
5. Pjesa e punës që do të përpunohet është pa baltë dhe rërë për të parandaluar që balta dhe rëra të mos bien në karrocë dhe të dëmtojnë shinat udhëzuese.
6. Duhet të kryhet një test bosh përpara se pjesa e punës të mos mbërthehet dhe pjesa e punës mund të instalohet pasi të konfirmohet se gjithçka është normale.





